Most of the news in 3D printing technology has been centred on various kinds of plastic outputting devices until recently. While the plastic producing 3D printers are offering refinements such as full colour at keener and keener prices, for some purposes only metal printed parts are useful. So a Texas firm 3D printing metal parts via a sintering process was pretty interesting to hear about last month. However that kind of printer isn’t as available or accessibly priced like the ‘revolutionary’ plastic fantastic versions. Now it looks like that problem is to be addressed by a low-cost, open-source 3D metal printer in development at Michigan Technological University.

Joshua Pearce and his team at Michigan Tech admit that the 3D metal printer that they have developed is a work in process and raw. However it is ‘low-cost’ with a parts list price totalling under $1,500 worth of materials. Compare that to many 3D plastic printers costing much more or even commercial metal printers costing around half a million dollars.
Associate professor Pierce, said that “Similar to the incredible churn in innovation witnessed with open-sourcing of the first RepRap plastic 3D printers, I anticipate rapid progress when the maker community gets their hands on it”. Thanks to its low materials cost and open-source nature he added “Within a month, somebody will make one that’s better than ours, I guarantee it”.
The printer’s key components include “a small commercial MIG welder and an open-source microcontroller,” we are told. As the welder can be dangerous equipment to use it’s recommended that only people with relevant experience construct and work with this device.
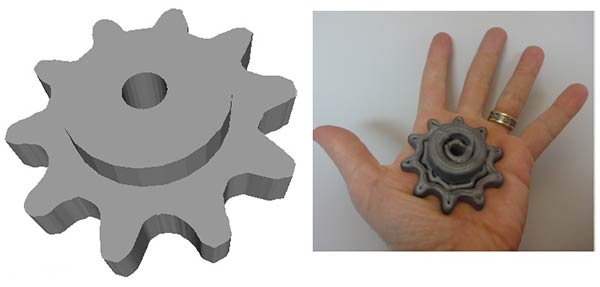
The Michigan Tech 3D metal printer lays down thin layers of steel to make objects but, at this in-development stage, the team hasn’t printed anything more elaborate than a sprocket. Hopefully, as Pearce says, the impetus gained through the open source community can help refine this 3D printer design quickly. A full academic paper describing the project is available here.